
Effektivitäts- und Qualitätsmessungen in der Stückgutproduktion sind in der Automobilindustrie seit beinahe Jahrzehnten gang und gäbe. In der Backwarenindustrie steigt die Nachfrage nach entsprechender Software, um noch effizienter und qualitativ hochwertiger produzieren zu können.
MES, OEE, BDE … Begriffe, Begriffe, Begriffe
MES, Manufacturing-Execution-Systeme, sind „Softwarelösungen, die einen Produktionsprozess führen, lenken, steuern und überwachen.“ (Quelle: Wikipedia). Ein MES-
System kann den gesamten Produktionsprozess von der Planung über die Qualitätssicherung sowie Effektivitätsmessung und vieles mehr vom Wareneingang bis zum Warenausgang abbilden. Alternativ können auch einzelne Module eines MES-Softwarepaketes als Insellösung zur Überwachung von Teilprozessen eingesetzt werden.
OEE (Overall Equipment Effectiveness) ist ein Modul eines MES-Systems zur Effektivitätsmessung und -auswertung.
BDE (Betriebsdatenerfassung) ist notwendig, um von den Maschinen Daten wie z. B. Stückzahl, Störungen, eingestellte Rezeptur automatisch an das System zu übertragen oder auch Informationen durch händische Eingabe zu erfassen. Die erfassten Betriebsdaten werden im MES-System mit Produktionsdaten verknüpft.
Wie kommen die Daten von der Maschine in die Software?
Moderne Maschinensteuerungen bieten die Möglichkeit, über eine standardisierte Schnittstelle (OPC UA) Daten auszutauschen. Achtung! Eine Standardschnittstelle ist Mittel zum Zweck. Der Inhalt der Schnittstelle ist zu definieren. Nicht jede Maschine kann dieselben Daten übertragen. So sind bei einem Spiralfroster vor allem Temperatur-Soll- und -Istwert relevant, bei einem Teigteiler ist es die Stückzahl. Die auszutauschenden Daten müssen vom Anlagenhersteller bereitgestellt werden. Bei älteren Anlagen ist manchmal die Montage zusätzlicher Sensorik erforderlich, sofern ein automatisches Abgreifen der Daten nicht möglich ist. Insbesondere wenn für die bestehende Steuerung keine Ersatzteile mehr erhältlich sind, sollte man sich Gedanken machen, bei Austausch der Steuerung die Anlage aufzurüsten, um weitere Daten zu erfassen. (Die Datenerfassung ist zumeist ein Zusammenspiel aus automatisch erfassten Daten, die dann manuell angereicht werden.)
Im Wesentlichen sind folgende Informationen wichtig:
Leistungsdaten: Wie viel Stück wird auf der Maschine gerade produziert? Werden mehr Stück als vorgegeben produziert, kann der Leistungsfaktor auch über 100 % liegen. Liefert die Maschine diese Daten nicht, lässt sich das durch Montage zusätzlicher Sensorik realisieren.
Qualitätsdaten: Bei manchen Maschinen beeinflussen die Temperatur, relative Feuchte oder andere gemessene Parameter die Produktqualität. In jedem Fall sollen solche Daten ebenfalls übertragen und aufgezeichnet werden. Diese Daten werden bezogen auf ein Produkt in Trends dargestellt und erlauben auf einfache Weise einen Rückschluss auf Qualitätsabweichungen.
Störmeldungen: Im Idealfall werden alle Störungen an das MES-System übertragen. Im MES-System kann die Priorität festgelegt werden. Viele kleine Störungen beeinträchtigen die Produktion nicht und sind deshalb für eine Effektivitätsanalyse nicht interessant.
AutomationX GmbH
Das Unternehmen ist mit seinen 90 MitarbeiterInnen auf die Entwicklung und Einführung von Produktionssoftware insbesondere in der Backwarenbranche spezialisiert. Rezepturverwaltung, Silosteuerung oder der Umbau von alten Steuerungen gehören genauso zum täglichen Brot wie die Einführung von MES-Systemen zur Abbildung des gesamten Herstellprozesses vom Wareneingang über die Lagerverwaltung, Produktionsplanung und Betriebsdatenerfassung bis zum Versand.
Kann man Personalzeiten erfassen?
Ja, und zwar ganz einfach. Der Mitarbeiter meldet sich z. B. über RFID oder Barcode zu einem Auftrag, der auf einem Touch Panel angezeigt wird, an. Die Personalzeiten werden zu diesem Auftrag entsprechend des aktuellen Auftragsstatus aufsummiert. Ist der Status „Rüsten“ gewählt, werden die Personalzeiten auf Rüsten gebucht.
Funktioniert die Datenerfassung vollautomatisch?
Nein. Maschinen liefern nur Teilinformationen. Ein Beispiel: Die Information, ob eine Maschine betriebsbereit, ausgeschaltet oder in Betrieb ist, wird in der Regel von der Maschine geliefert. Informationen über Ausschuss oder ob gerade eine Wartung durchgeführt wird, sind für die Auswertungen sehr wichtig, müssen jedoch manuell eingegeben oder semiautomatisch erfasst werden. Vor allem die Ausschusserfassung muss einfach passieren. Es zählt ja niemand die Einzelstücke, die von einem Band ausselektiert werden. Üblicherweise funktioniert das am besten über das Sammeln in Behältern und durch anschließendes Verwiegen. Wird der Ausschuss einer Teigcharge wieder zugegeben (rework), kann im System auch die Chargenrückverfolgung abgebildet werden.

Analyse über eine Produktionsperiode
Ist die manuelle Eingabe nicht zu kompliziert für einen Linienführer?
Die einfache Bedienung ist eine Hauptanforderung in der Backwarenbetrieben. Hier unterscheiden sich die Lieferanten von MES-Systemen wesentlich, da unterschiedliche Branchen auch unterschiedliche Anforderungen haben. Die Erfahrung hat gezeigt, dass in der Lebensmittelindustrie weniger mehr ist. Der Eingabebildschirm muss übersichtlich gestaltet und einfach zu bedienen sein. Die Bildschirme an der Linie können auch für mehrere Zwecke genutzt werden, wie z. B. zur Qualitätsdatenerfassung oder Verwiegung.
Wem nützt die Software?
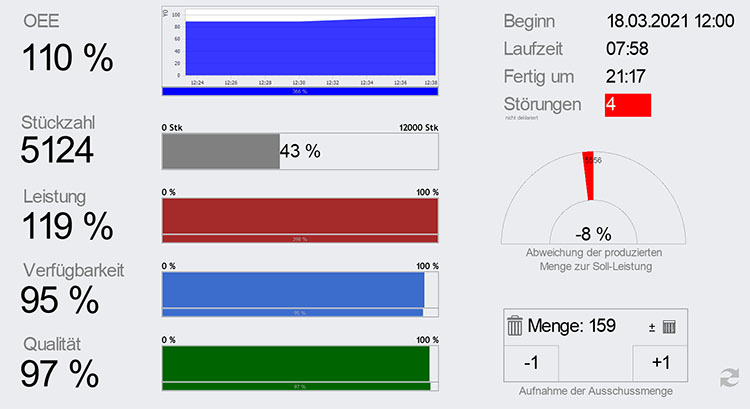
Die Daten sind für den Anwender an der Linie bis zum Firmenchef nützlich. Der Anwender an der Linie bekommt über eine Großanzeige den Auftragsfortschritt und die Effektivität angezeigt. So erkennt er zum Beispiel, ob der geplante Auftrag früher oder später als geplant fertig wird.
Der Techniker sieht über eine Auswertung, welche Störungen wie oft aufgetreten sind, und die Dauer der dadurch verursachten Betriebsunterbrechungen. Die Analyse erleichtert die Priorisierung in der Behebung von Mängeln. Alle Ereignisse inklusive der Ursachen sind dokumentiert. Über ein Schichtbuch können auch alle Tätigkeiten der jeweiligen Techniker in deren Schichten aufgezeichnet werden.
Der Produktionsleiter erhält einen Gesamtüberblick über den Herstellungsprozess. Bei Veränderungen an Maschineneinstellungen oder im Produktionsablauf kann sehr übersichtlich dargestellt werden, ob dadurch eine Leistungs- oder Qualitätsverbesserung erzielt werden konnte. Die Auswertungen lassen sich leicht auf die Bedürfnisse des jeweiligen Unternehmens anpassen. Nicht jeder benötigt dieselben Informationen. Über Rechtevergabe sieht der jeweilige Nutzer nur die Informationen, die für ihn wichtig sind.